
Если вы когда-либо видели, как рабочий ведет сварочный шов под слоем флюса, а потом сбивает шлак - вы, скорее всего, наблюдали за методом сварки 136. Это не самый популярный способ, но в промышленности он работает как часы. Метод 136 - это дуговая сварка плавящимся электродом в среде защитного газа, но с одной важной деталью: электрод покрыт флюсом, а не просто металлическим стержнем. Это делает его гибким, надежным и подходящим для работы в любых условиях - даже на улице при ветре.
Что значит цифра 136 в сварке?
Цифры в сварочных методах - это не просто номера. Они зашифрованная система, установленная международным стандартом ISO 4063. Каждая цифра означает тип процесса, а цифры после нее - детали. В методе 136:
- 1 - дуговая сварка;
- 3 - сварка плавящимся электродом;
- 6 - с флюсовой обмазкой и защитой газом.
То есть, это не обычная ручная дуговая сварка (111), где электрод просто плавится и образует шлак. В 136-м методе обмазка электрода выделяет газ при нагреве - он вытесняет воздух из зоны сварки. А если добавить внешний защитный газ (обычно аргон или смесь аргона с CO₂), то получается двойная защита: от шлака и от кислорода. Это делает шов чище, прочнее и меньше подверженным пористости.
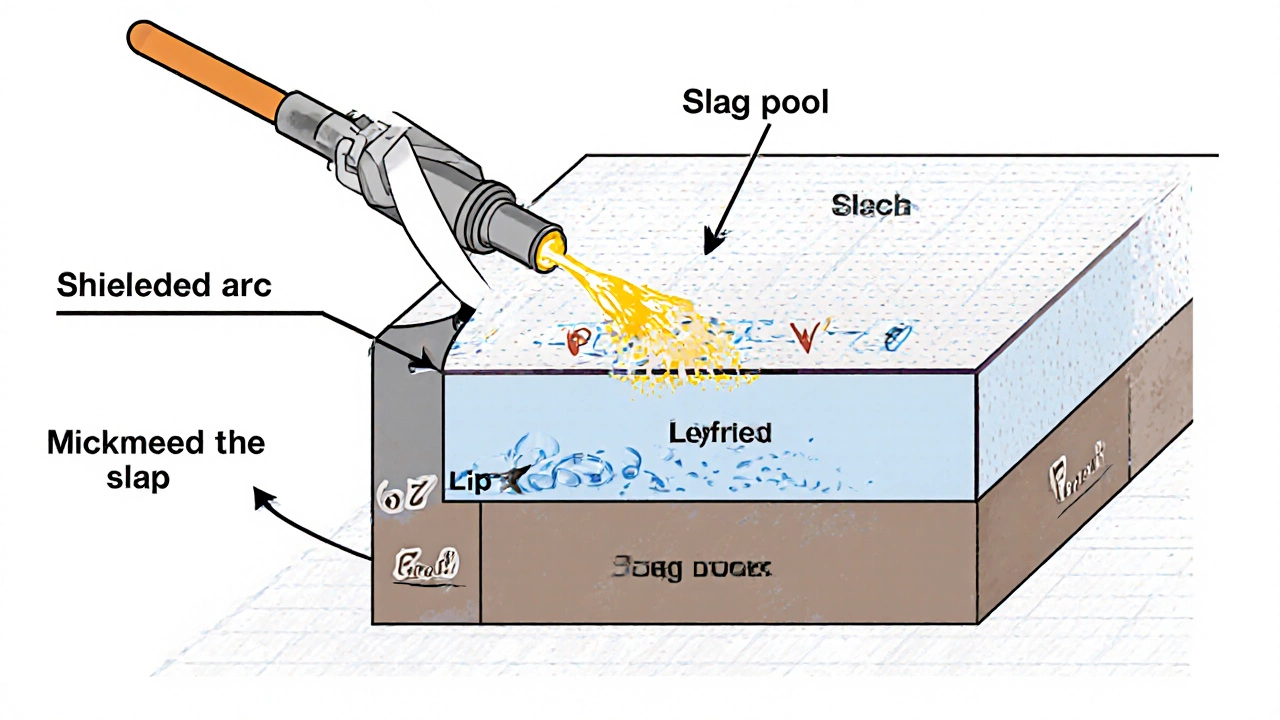
Как работает метод 136 на практике?
Представьте себе сварочный аппарат, к которому подключен электрод с толстой обмазкой. Вы зажигаете дугу - и начинаете вести шов. Когда электрод плавится, обмазка тоже плавится, образуя шлак, который покрывает расплавленный металл. Но одновременно с этим из обмазки выделяется газ - он создает защитный "кокон" вокруг дуги. Если вы используете внешний газ (например, из баллона), то этот газ дополнительно защищает зону сварки от ветра, влаги и окисления.
Это особенно важно на открытых площадках - например, при сварке трубопроводов, каркасов зданий или тяжелой техники. В отличие от метода 111 (обычная ручная дуговая сварка), где ветер может разнести шлак и испортить шов, метод 136 сохраняет стабильность даже при ветре 5-7 м/с. Это не теория - это то, что проверяют на заводах в Татарстане, где зимой температура падает до -30°C, а сварку приходится делать на улице.
Чем метод 136 отличается от 111 и 135?
Многие путают 136 с другими методами. Вот простая таблица, чтобы не ошибаться:
| Параметр | Метод 111 | Метод 135 | Метод 136 |
|---|---|---|---|
| Тип электрода | Покрытый, без газа | Плавящийся, без обмазки | Покрытый, с флюсом |
| Защита | Только шлак | Только газ (CO₂ или аргон) | Шлак + газ (внутренний и внешний) |
| Скорость сварки | Низкая | Высокая | Средняя |
| Устойчивость к ветру | Плохая | Плохая | Хорошая |
| Чистота шва | Средняя | Высокая | Высокая |
| Применение | Ремонт, мелкие работы | Цеха, автоматизация | Улица, стройка, трубопроводы |
Метод 111 - это "бабушкин" способ, которым учат в ПТУ. Он прост, но не подходит для ответственных конструкций. Метод 135 - это MIG/MAG, который используют на конвейерах. Он быстрый, но требует идеальных условий: никакого ветра, сухого воздуха, стабильного питания. А метод 136 - золотая середина. Он работает там, где 135 не справляется, но при этом дает шов ближе к качеству 135, чем к 111.
Где именно используют метод 136?
В Казани, например, метод 136 - стандарт для сварки стальных труб в системах отопления и газоснабжения. Почему? Потому что:
- Трубы часто монтируют на улице - ветер, дождь, мороз - не помеха;
- Шов должен быть герметичным - поры и трещины недопустимы;
- Нет возможности использовать сложное оборудование - нужен простой, надежный способ.
Также метод 136 применяют при ремонте сельхозтехники, сварке бункеров для зерна, изготовлении металлоконструкций для складов. Всё это - работы, где важны: надежность, скорость и устойчивость к погодным условиям. Ни один другой метод не сочетает эти три фактора так эффективно.
В промышленности его часто используют для стыковки листов толщиной от 3 до 12 мм. Для тонких листов (меньше 2 мм) он не подходит - слишком много тепла. Для толстых (больше 20 мм) - лучше использовать автоматическую сварку под флюсом (121). Но в золотой зоне 3-15 мм - метод 136 не имеет конкурентов.
Какие электроды подходят для метода 136?
Не любой покрытый электрод подойдет. Для метода 136 используют специальные электроды с флюсовой обмазкой, которая выделяет защитный газ при нагреве. Самые распространенные марки:
- ОЗС-12 - для углеродистой стали, подходит для работы при низких температурах;
- УОНИИ 13/55 - универсальный, с высокой ударной вязкостью;
- АНО-21 - для низкоуглеродистых сталей, легок в зажигании дуги;
- Э-46А - для ответственных конструкций, где нужна высокая прочность шва.
Важно: эти электроды нельзя использовать без газа, если вы хотите получить шов по стандарту 136. Если вы используете только электрод - это будет метод 111. Газ - обязательная часть. Обычно берут смесь 75% аргона и 25% CO₂ - она дает лучшую стабильность дуги и меньше брызг.
Плюсы и минусы метода 136
Вот что вы получаете, если выберете метод 136:
Плюсы:
- Работает на улице - даже при ветре и дожде;
- Шов чище, чем при 111 - меньше шлака и пор;
- Меньше требований к подготовке кромок - можно варить даже с небольшими зазорами;
- Не нужна сложная автоматика - подходит для ручной работы;
- Прочность шва близка к методу 135, но с большей надежностью в неблагоприятных условиях.
Минусы:
- Требует баллона с газом - это вес, транспортировка, расходы;
- Скорость ниже, чем у 135 - не подходит для массового производства;
- Обмазка электрода оставляет шлак - его нужно сбивать после сварки;
- Не подходит для тонких листов - есть риск прожога.
Если вы работаете в цеху с постоянным контролем климата - вам лучше 135. Если вы на стройке, в поле, на трубопроводе - 136 ваш выбор.
Как избежать ошибок при сварке методом 136?
Даже простой метод может дать плохой результат, если его делать неправильно. Вот основные ошибки и как их избежать:
- Неправильный ток - если ток слишком мал, шлак не плавится, шов не проваривается. Если слишком большой - прожигает металл. Для электрода 3 мм - оптимально 90-120 А.
- Слишком длинная дуга - держите электрод на расстоянии 2-4 мм от металла. Если дальше - газ не успевает защитить, появляются поры.
- Нет газа или низкое давление - проверяйте баллон, шланги, редуктор. Давление должно быть 10-15 л/мин.
- Мокрый электрод - флюс впитывает влагу. Храните электроды в сухом месте, и перед работой просушите их в печи (если есть) или оставьте на сутки в теплом помещении.
- Слишком быстрая скорость - если ведете слишком быстро, шов не успевает провариться. Движение должно быть ровным, с небольшими колебаниями.
Один из лучших советов: после сварки сбейте шлак и осмотрите шов. Если видите мелкие ямки - это поры. Значит, газа мало или электрод мокрый. Если шов выглядит как гребешок - значит, ток слишком высокий. Исправьте - и варите снова.
Почему метод 136 не так часто упоминают?
Потому что он не в моде. В рекламе и видео на YouTube чаще показывают MIG/MAG (135) - он красивый, быстрый, с ровным швом. Но в реальной жизни, особенно в России, где погода не дает выбора, метод 136 - это не выбор, а necessity. Его используют на заводах Татнефти, на строительстве магистральных газопроводов, в ремонтных бригадах по всей Татарстане. Он не идеален, но он работает. И это главное.
Что делать, если нужно начать сваривать методом 136?
Если вы новичок и хотите попробовать:
- Возьмите электрод 3 мм - ОЗС-12 или УОНИИ 13/55;
- Подключите баллон с газовой смесью 75% Ar / 25% CO₂;
- Установите ток на 100 А;
- Настройте расход газа - 12 л/мин;
- Сварите пробный шов на листе толщиной 4-5 мм;
- Сбейте шлак и посмотрите на шов - он должен быть ровным, без вкраплений, без трещин.
Если получилось - вы на правильном пути. Метод 136 не требует дорогого оборудования, но требует внимания. И если вы освоите его - вы сможете работать там, где другие просто не смогут.
Чем метод 136 отличается от 111?
Метод 111 - это обычная ручная дуговая сварка с покрытым электродом, где защита дается только шлаком. Метод 136 использует тот же электрод, но добавляет защитный газ - это делает шов чище, прочнее и устойчивее к ветру. В 111 нельзя работать на улице при ветре, а в 136 - можно.
Можно ли использовать метод 136 для тонких листов?
Нет, не рекомендуется. Метод 136 выделяет много тепла, и при толщине меньше 2 мм есть высокий риск прожога. Для тонких листов лучше подойдут методы 135 (MIG/MAG) или 141 (TIG).
Какой газ лучше использовать для метода 136?
Оптимальная смесь - 75% аргона и 25% углекислого газа (CO₂). Она обеспечивает стабильную дугу, мало брызг и хорошую провариваемость. Чистый аргон - слишком дорогой и дает слабую проварку. Чистый CO₂ - много брызг и пористость.
Почему шов при методе 136 может быть пористым?
Поры появляются, если: газа мало (давление ниже 10 л/мин), электрод мокрый, дуга слишком длинная, или есть сквозняк. Проверьте все три: газ, электрод и технику сварки.
Нужно ли сбивать шлак после сварки методом 136?
Да, обязательно. Шлак - это продукт плавления обмазки электрода. Он защищает шов во время сварки, но после остывания становится излишним. Его нужно сбивать молотком и щеткой - иначе шов будет коррозировать быстрее.